



Термопластичне формування
CFY спеціалізується на компонентах пластикових форм для лиття під тиском, деталях, виготовлених під тиском, термопластиковому формуванні та успішно співпрацює з компаніями в цій галузі.

- Введення продукту
FY спеціалізується на компонентах пластикових форм для лиття під тиском, деталях, виготовлених під тиском, термопластиковому формуванні та успішно співпрацює з компаніями в цій галузі. Ми маємо понад 14 років досвіду в цій галузі, що дає нам величезну глибину, досвід і знання про формування. У наш час, допомагаючи клієнтам створювати продукти та деталі, ми бачили та зробили все це. Досвід і знання важливі, коли йдеться про виробництво продукції.
Типи деталей прес-форм для лиття під тиском:
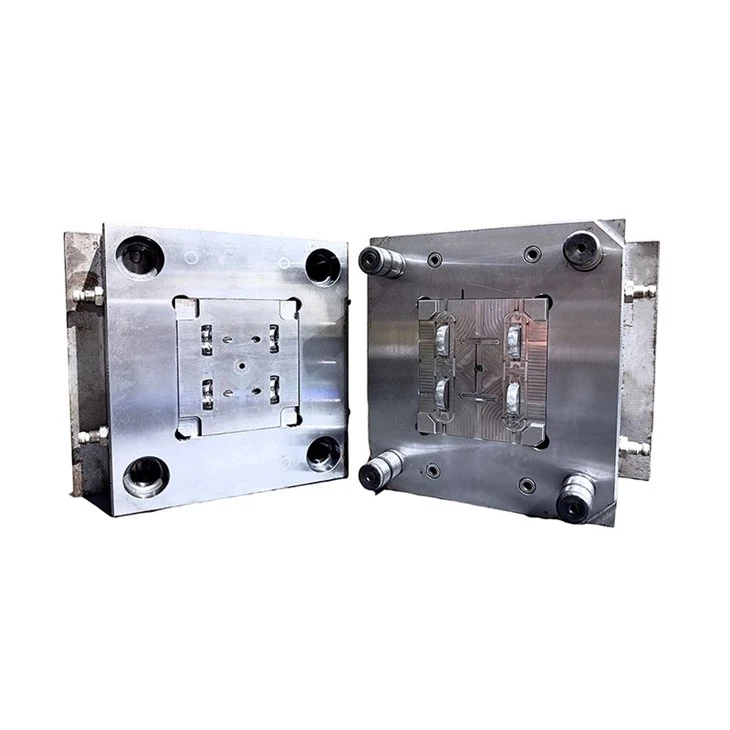
Прес-форми для лиття під тиском складаються з кількох основних частин, кожна з яких відіграє певну роль у процесі лиття під тиском. Ось основні типи деталей ливарних форм:
Затискний блок:
Затискні пластини: це великі, міцні пластини, які утримують половинки форми разом під час процесу ін’єкції.
Затискний механізм: механізм, який застосовує силу, щоб утримувати прес-форму закритою під час ін’єкції.
Інжекційний блок:
Бункер: контейнер, який містить гранули пластикової смоли до їх розплавлення.
Гвинт або шток: механізм, який транспортує, розплавляє та впорскує пластиковий матеріал у форму.
Сопло: канал, через який розплавлений пластик впорскується у форму.
Порожнина форми:
Ядро та порожнина: Порожнина форми складається з двох половин: серцевини (яка формує внутрішню форму продукту) і порожнини (яка формує зовнішню форму).
Виштовхувальні штифти: штифти, які допомагають витягнути формовану частину з форми після її застигання.
Слайди: додаткові рухомі частини, які створюють такі деталі, як підрізи у формованому продукті.
Охолоджувальна система:
Канали охолодження: канали або проходи всередині прес-форми, які дозволяють охолоджувачу (зазвичай воді) циркулювати та контролювати температуру форми під час процесу формування.
Система бігунів:
Літник: головний канал, через який розплавлений пластик надходить у форму.
Направляючі: менші канали, які розподіляють пластик у кількох порожнинах форми.
Ворота: місце, де розплавлений пластик потрапляє в порожнину.
Система викиду:
Виштовхувачі: штифти, які виштовхують затверділу частину з форми.
Ежекторна пластина: пластина, яка переміщує виштовхувальні штифти для вивільнення формованої частини.
Система вентиляції:
Вентиляційні отвори: невеликі отвори або канали у формі, які дозволяють повітрю та газам виходити під час процесу впорскування.
Вирівнювальні штифти та втулки:
Вирівнювальні штифти: штифти, які забезпечують правильне вирівнювання половин форми.
Втулки: циліндричні компоненти, які спрямовують вирівнювальні штифти.
Різноманітні поширені способи використання деталей, отриманих за допомогою лиття під тиском, охоплюють:
*Електронні корпуси, що використовуються в пультах дистанційного керування, медичному обладнанні тощо.
*Іграшки, як-от дитячі меблі, колекційні моделі, лего різних форм, кольорів і розмірів, виготовлені з пластмаси, виготовленої під тиском.
*Побутові деталі, такі як контейнери, посуд для напоїв, столовий посуд, кухонний посуд, кришки для шаф, квіткові горщики, освіжувачі повітря тощо.
*Продукти охорони здоров’я/медичної промисловості, такі як пластикові шприци, медичні інструменти, імплантати, лотки для ліків, контейнери для гострих відходів, настінні кріплення тощо, використовують пластмасу, виготовлену під тиском.
*застосування в автомобільній промисловості, як-от інтер’єр автомобіля.
*інші спеціальні литі деталі
Деталі продукту:




Деталі упаковки: коробка, дерев'яний футляр, піддон або відповідно до вимог клієнта
вимоги.
Деталі доставки: 25-35 днів морем, 3-7 днів повітрям

ПОШИРЕНІ ЗАПИТАННЯ
Питання: скільки часу займає розробка форми для термопластичного лиття під тиском?
Розробка термопластичної форми для лиття під тиском зазвичай займає від 5 до 12 тижнів. Час виготовлення термопластичних ливарних форм залежить від складності форми. Форма складається з двох половин: нерухомої частини та рухомої частини. Якщо геометрія деталі складна, для вилучення деталі з форми може знадобитися додатковий рух (наприклад, ковзання для витягування стрижня). Ребра також можуть бути вставлені для забезпечення механічного зміцнення, додаючи складності та часу виробництва прес-формі. Спрощення конструкції форми може допомогти скоротити час виготовлення.
Крім того, інші параметри можуть впливати на час виробництва термопластичних форм для лиття під тиском:
Кількість порожнин (багатопорожнинні форми):
Більше порожнин у прес-формі збільшує складність і може подовжити час виробництва.
Тип використовуваної сталі:
Більш тверді сталі потребують більш тривалого часу обробки. Наприклад, алюміній м’якший і обробляється швидше, ніж сталь.
Обробка поверхні:
Будь-яка обробка поверхні або оздоблення форми може збільшити час виробництва.
Точність обробки деталей:
Такі фінішні процеси, як полірування дзеркал, можуть збільшити час виробництва.
Важливо відзначити, що складність деталі, вибрані матеріали та бажана обробка – все це впливає на загальний графік виробництва. Співпраця з досвідченими розробниками прес-форм і виробниками може допомогти оптимізувати дизайн як для функціональності, так і для ефективного виробництва.
З: Які параметри визначають ціну пластикової форми для лиття під тиском?
На фактори, що визначають вартість і час виготовлення прес-форм для лиття під тиском, як показано вище, впливають:
■ Кількість порожнин (порожнини форми):
Чим простіше конструкція прес-форми, тим нижча вартість.
■ Матеріал, який використовується для виготовлення форми:
Вибір матеріалу для виготовлення ливарної форми залежить від таких факторів, як кількість деталей, які потрібно виготовити. Як правило, алюміній дешевше сталі.
■ Необхідний тип ін'єкції:
Специфічний тип ін’єкції, необхідний для виробничого процесу.
Варто зазначити, що вартість прес-форм для лиття пластику амортизується в залежності від кількості виготовлених деталей. Вартість однієї деталі, виготовленої під тиском, може коливатися від центів до євро.
Ця ціна залежить від кількох факторів, в першу чергу:
■ Розмір і складність деталей:
Розмір і складність формованої деталі.
■ Матеріал, що використовується для лиття під тиском:
Тип матеріалу, обраного для процесу лиття під тиском.
■ Обсяг виробництва:
Обсяг деталей, які необхідно виготовити.
Вартість і час виробництва форм для лиття під тиском взаємопов’язані з цими міркуваннями, і оптимізація цих факторів може допомогти досягти балансу між економічною ефективністю та ефективним виробництвом. Співпраця з досвідченими виробниками прес-форм і врахування конкретних вимог проекту мають вирішальне значення для досягнення бажаного результату в рамках обмежень щодо витрат і часу.

Популярні Мітки: термопластикове формування, виробники, постачальники, фабрика термопластикового формування в Китаї





